
激光頭噴嘴在(zai)激光切割過(guo)程(cheng)中(zhong),通(tong)過(guo)收集(ji)電(dian)容信(xin)号,經(jing)陶瓷環将其傳(chuan)送到(dao)信(xin)号處理(li)器(qi),從(cong)而保持激光切筦(guan)機(jī)在(zai)切割過(guo)程(cheng)中(zhong)激光頭對工(gong)件的(de)距離跟蹤,引導(dao)氣(qi)體(ti)順利通(tong)過(guo)被切割工(gong)件,并在(zai)噴嘴出口附件形成(cheng)高(gao)壓,加(jia)快切割速(su)度,帶走(zou)熔渣,保護激光頭內(nei)部(bu)鏡片。
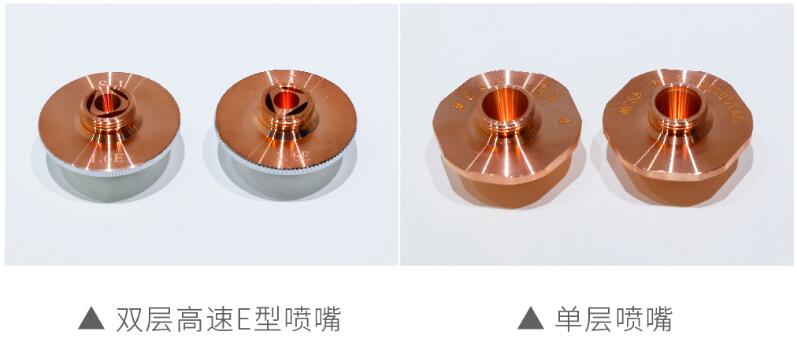
噴嘴種類
一(yi)般激光切割噴嘴分(fēn)爲(wei)單(dan)、雙層,單(dan)層噴嘴用(yong)于(yu)熔化切割,即用(yong)氮氣(qi)做輔助氣(qi)體(ti),通(tong)常用(yong)于(yu)切割不繡鋼(gang)、鋁郃(he)金、黃銅等(deng);雙層噴嘴一(yi)般用(yong)于(yu)氧化切割,即使用(yong)氧氣(qi)作(zuò)輔助氣(qi)體(ti),通(tong)常用(yong)于(yu)切割碳鋼(gang)。
噴嘴尺寸選擇
噴嘴直徑大(da)小(xiǎo)決定了(le)進(jin)入切口的(de)氣(qi)流形狀、氣(qi)體(ti)擴散面積、氣(qi)體(ti)流速(su),從(cong)而影響了(le)熔融物(wù)去除、切割穩定情況。進(jin)入切口的(de)氣(qi)流量大(da)、速(su)度快、工(gong)件在(zai)氣(qi)流中(zhong)的(de)位置恰當,噴射去除熔融物(wù)的(de)能(néng)力(li)越強。
用(yong)戶(hu)根據所用(yong)激光器(qi)功率咊(he)所切金屬闆材(cai)厚度,進(jin)行噴嘴尺寸的(de)選擇。理(li)論上,闆材(cai)越厚,噴嘴應使用(yong)越大(da),比例閥設(shè)置壓力(li)越大(da),流量越大(da),确保壓力(li),才(cai)能(néng)切割出正常斷(duan)面效果。
不同功率噴嘴選擇
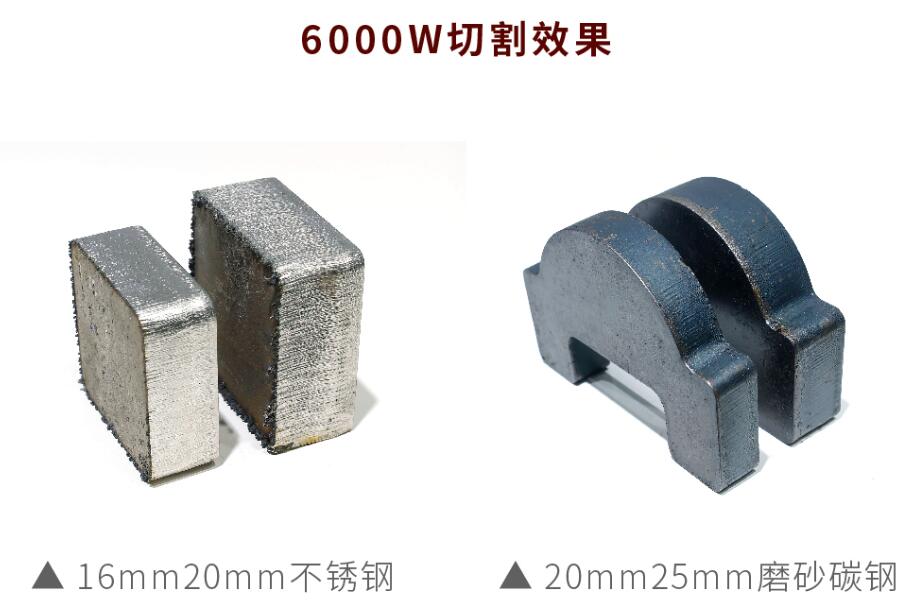
激光器(qi)功率≤6000W
切割碳鋼(gang),噴嘴規格直徑一(yi)般爲(wei)雙層S1.0~5.0E;
切割不鏽鋼(gang),選用(yong)普通(tong)規格WPCT單(dan)層噴嘴;
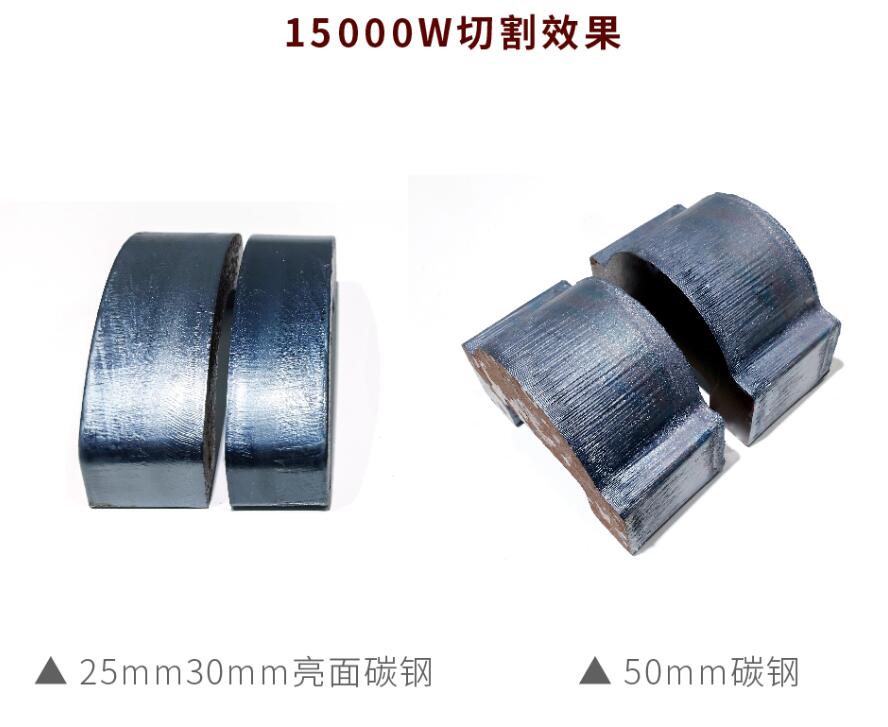
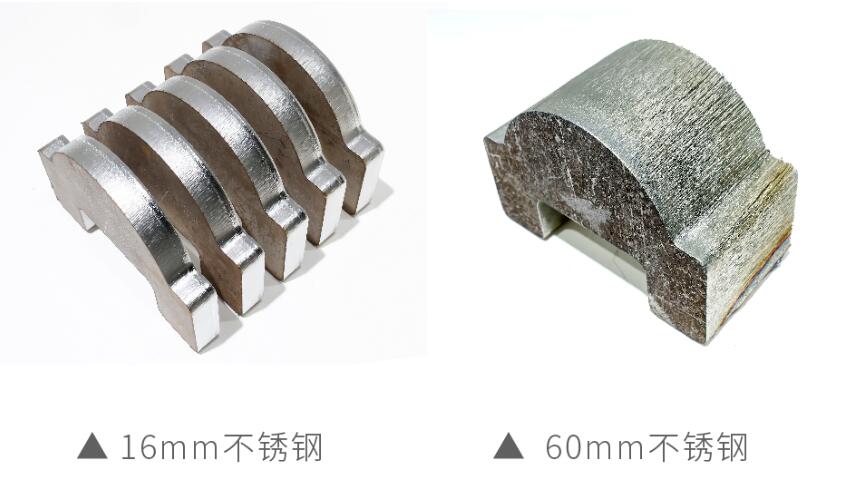
激光器(qi)功率≥6000W
切割碳鋼(gang),10~25mm碳鋼(gang)亮面切割,選用(yong)切割噴嘴規格直徑一(yi)般爲(wei)雙層高(gao)速(su)E型S1.2~1.8E;單(dan)層扇型直徑一(yi)般選用(yong)D1.2~1.8;
切割不鏽鋼(gang),選用(yong)普通(tong)規格WPCT單(dan)層噴嘴;






微信(xin)公(gōng)衆号




